Istilah kawat las mencakup elektroda SMAW, wire MIG/MAG, hingga filler TIG—pemilihannya ditentukan oleh material, ketebalan, posisi, dan standar proyek. Halaman ini merangkum dasar pemilihan kawat las serta pilihan produk KOBE untuk kebutuhan industri.
Kawat las adalah consumable untuk proses pengelasan. Di lapangan istilah “kawat las” sering merujuk ke elektroda SMAW (las listrik/stick). Panduan ini membantu memilih jenis & ukuran, lalu rekomendasi produk SMAW KOBE yang tersedia di INTIWI.
Kawat las adalah bahan tambah (filler metal) yang dipakai untuk menyatukan dua atau lebih logam melalui proses pengelasan. Saat dilas, kawat ini meleleh (atau membantu membentuk kolam las) sehingga mengisi celah sambungan dan setelah membeku membentuk ikatan metalurgi yang kuat.
Pemilihan kawat las yang tepat akan berpengaruh langsung pada kekuatan sambungan, tampilan bead, produktivitas kerja, hingga kelulusan uji inspeksi di proyek.
Table of Contents
ToggleKarena itu, penting bagi welder dan engineer untuk memahami jenis kawat las yang digunakan, standar klasifikasinya, serta kecocokannya dengan material dasar dan aplikasi industri.
Secara umum, “kawat las” dibedakan berdasarkan proses pengelasannya. Memahami proses ini membantu Anda memilih tipe kawat yang paling efisien dan sesuai standar proyek.
SMAW (elektroda/stick): Umum dipakai di pekerjaan lapangan dan konstruksi karena fleksibel.
MIG/MAG (solid wire): Produktif untuk fabrikasi, cocok untuk pekerjaan workshop dengan output tinggi.
TIG (filler rod): Kontrol panas lebih presisi, hasil rapi untuk material tertentu dan kebutuhan kualitas tinggi.
FCAW (flux-cored wire): Lebih produktif pada aplikasi tertentu, terutama untuk kebutuhan deposisi tinggi.
SAW (submerged arc): Umumnya untuk fabrikasi berat dengan jalur las panjang dan berulang.
Memilih kawat las tidak bisa asal lihat kode atau harga saja. Setiap proyek punya kebutuhan berbeda tergantung jenis material, ketebalan pelat, posisi pengelasan, sampai standar yang diminta oleh pemilik proyek. Berikut beberapa hal penting yang perlu Anda perhatikan sebelum menentukan pilihan kawat las.
Hal pertama yang perlu diketahui adalah jenis logam dasar yang akan dilas: apakah baja karbon, baja tarik tinggi, stainless steel, atau besi cor.
Untuk baja karbon dan pekerjaan umum, banyak digunakan elektroda dengan klasifikasi seperti E6013 atau E6019 yang mudah digunakan dan cocok untuk berbagai aplikasi fabrikasi.
Untuk struktur berat dan konstruksi yang membutuhkan kekuatan sambungan lebih tinggi, biasanya dipilih kawat las low hydrogen dengan klasifikasi seperti E7016 atau E7018, yang memiliki sifat mekanik dan ketangguhan lebih baik.
Dengan memahami jenis logam dasar, Anda bisa menghindari masalah seperti retak, sambungan rapuh, atau hasil las yang sulit diterima saat inspeksi.
Untuk aplikasi pipa dan konstruksi, pemahaman kode E6010, E6013, E7016, dan E7018 sangat penting. Baca juga arti kode elektroda E7016 dan apa itu AWS dalam pengelasan.
Selanjutnya, perhatikan ketebalan material dan jenis konstruksi yang dikerjakan.
Pelat tipis membutuhkan kawat las yang mudah dikendalikan dan tidak mudah menembus (burn through), sehingga panas masuk (heat input) bisa lebih terkontrol.
Pelat tebal dan struktur berat membutuhkan kawat las dengan kekuatan tarik tinggi, kemampuan pengisian yang baik, dan sifat mekanik yang mampu menahan beban kerja maupun getaran dalam jangka panjang.
Informasi ini akan membantu Anda memilih diameter kawat las, arus pengelasan, dan jenis elektroda yang paling sesuai untuk mencapai produktivitas sekaligus kualitas sambungan.
Untuk batasan diameter dan arus berdasarkan ketebalan, lihat panduan ukuran kawat las untuk besi tebal dan ukuran kawat las untuk besi tipis.
Setiap proyek juga punya tantangan berbeda dari sisi posisi pengelasan dan proses yang digunakan. Dengan kombinasi posisi dan proses yang tepat, welder dapat bekerja lebih efisien, mengurangi rework, dan menghasilkan tampilan bead yang lebih rapi.
Jika Anda lebih banyak menggunakan proses SMAW, panduan kawat las SMAW: definisi, jenis, arus, dan posisi las bisa menjadi referensi tambahan.
Untuk proyek konstruksi, oil & gas, power plant, maupun pipeline, pemilihan kawat las biasanya tidak hanya soal “bisa dipakai atau tidak”, tapi juga harus memenuhi:
Klasifikasi standar, seperti AWS atau JIS tertentu.
Jika diperlukan, persetujuan badan klasifikasi atau requirement khusus dari pemilik proyek.
Menggunakan kawat las yang sesuai standar akan mempermudah proses WPS/PQR, pengujian mekanik, hingga audit kualitas di lapangan.
Di INTIWI, rangkaian kawat las KOBE dirancang untuk menjawab kebutuhan tersebut secara menyeluruh—mulai dari elektroda serbaguna seperti RB-26 dan MS-77 untuk pekerjaan umum, hingga seri low hydrogen seperti LB-26, LB-52, LB-52-18, dan LB-52U untuk struktur dan pipa.
Selain itu, tersedia juga pilihan kawat las untuk hardfacing dan stainless yang dapat disesuaikan dengan kebutuhan industri Anda, sehingga tim teknik dan welder dapat bekerja lebih yakin dengan dukungan produk yang tepat.
Untuk membantu Anda memilih kawat las secara lebih tepat sesuai kondisi lapangan, berikut dua panduan yang paling sering dibutuhkan tim welder dan engineer:
Kawat Las KOBE adalah rangkaian elektroda dan kawat las dari KOBELCO yang diproduksi dan dipasarkan di Indonesia melalui kolaborasi teknis dengan PT. Intan Pertiwi Industri.
Setiap produk dirancang untuk memberi hasil las yang konsisten, mudah dioperasikan, dan memenuhi tuntutan mutu proyek fabrikasi hingga konstruksi.
| Kebutuhan umum | Rekomendasi Kawat Las KOBE |
|---|---|
| Fabrikasi & konstruksi baja karbon umum | RB-26, MS-77, B-17 |
| Struktur berat & konstruksi | LB-26, LB-52, LB-52-18 |
| Pipeline vertikal down | KOBE-6010 (root), KOBE-7010S (fill/cap), LB-52U (fill/cap) |
| Perbaikan besi cor | CI-A1, CI-A2 |
| Hardfacing alat berat | HF-350, HF-500, HF-600 |
| Stainless 304/316 & dissimilar | NC-36/36L, NC-38/38L, NC-39/39L |
Pilihan lengkap kawat las KOBE yang tersedia untuk baja karbon, baja tarik tinggi, stainless, hardfacing, hingga besi cor sehingga tim Anda dapat bekerja cepat tanpa mengorbankan kualitas.
AWS A5.1 E6013
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan sambungan tumpul dan fillet pada pelat tipis. • Mudah digunakan di semua posisi, termasuk pengelasan vertikal ke bawah. |
| Klasifikasi | AWS A 5.1 E6013 |
| Kondisi Pengeringan Ulang | 70–100°C × 0,5–1 jam |
| Warna Identifikasi | Hitam pada ujung pertama |
| Polaritas | AC, DCEP, DCEN |
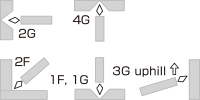
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik dan turun), 4G |
| Ukuran Kawat Las RB 26 | 2.0 mm, 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm |
Ingin konsultasi cepat sebelum order kawat las RB-26 E6013? hubungi tim kami.
Datasheet RB-26
AWS A5.1 E6013
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Penyalaan busur stabil dan percikan minim. • Slag mudah terkelupas, cocok untuk pelat tipis dan pekerjaan umum, bisa AC maupun DC. |
| Klasifikasi | AWS A 5.1 E6013 |
| Kondisi Pengeringan Ulang | 70–100°C × 0,5–1 jam |
| Polaritas | AC, DCEP, DCEN |
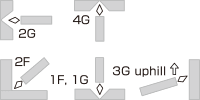
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik dan turun), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm |
Siap pesan elektroda MS-77 untuk proyek Anda? hubungi kami.
Datasheet MS-77
AWS A5.1 E6019
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan sambungan tumpul dan fillet pada pelat tipis hingga tebal (hingga 20 mm). • Memiliki sifat mekanik yang baik. |
| Klasifikasi | AWS A 5.1 E6019 |
| Kondisi Pengeringan Ulang | 70–100°C × 0,5–1 jam |
| Warna Identifikasi | Kuning pada ujung pertama |
| Polaritas | AC, DCEP, DCEN |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik dan turun), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm |
Ingin konsultasi sebelum order kawat las kobe B-17? hubungi tim kami.
Datasheet B-17
AWS A5.1 E7016
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | Elektroda tipe low hydrogen yang mengandung serbuk besi, memberikan ketangguhan dan kekuatan sambungan tinggi. |
| Klasifikasi | AWS A 5.1 E7016 |
| Kondisi Pengeringan Ulang | 300–350°C × 0,5–1 jam |
| Warna Identifikasi | Putih kebiruan pada ujung pertama |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik dan turun), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm |
Siap pesan elektroda kobe LB-26 untuk proyek Anda? hubungi kami.
Datasheet LB-26
AWS A5.1 E7016
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan sambungan tumpul dan fillet pada struktur berat. • Memiliki sifat mekanik yang sangat baik. |
| Klasifikasi | AWS A 5.1 E7016 |
| Kondisi Pengeringan Ulang | 300–350°C × 0,5–1 jam |
| Warna Identifikasi | Ujung pertama putih kebiruan, ujung kedua putih |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm |
Diskusikan pemesanan kawat las Kobe LB-52 dengan kami.
Datasheet LB-52
AWS A5.1 E7018
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan sambungan tumpul dan fillet pada struktur berat. • Memberikan performa optimal dengan arus DCEP. |
| Klasifikasi | AWS A 5.1 E7018 |
| Kondisi Pengeringan Ulang | 300–350°C × 0,5–1 jam |
| Warna Identifikasi | Ujung pertama putih kebiruan, ujung kedua biru |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm |
Minta quotation resmi kawat las Kobe LB-52-18 hari ini, hubungi kami.
Datasheet LB-52-18
AWS A5.1 E7016
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan satu sisi pada pipa. • Menawarkan kestabilan busur yang sangat baik pada pengelasan satu sisi dengan arus rendah. |
| Klasifikasi | AWS A 5.1 E7016 |
| Kondisi Pengeringan Ulang | 300–350°C × 0,5–1 jam |
| Warna Identifikasi | Ujung pertama putih kebiruan, ujung kedua merah muda |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (naik), 4G |
| Ukuran Kawat Las | 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm |
Siap produksi dengan kawat las Kobe LB-52U? hubungi kami untuk pemesanan.
Datasheet LB-52U
AWS A5.1 E6010
| Parameter | Detail |
|---|---|
| Proses | SMAW (Stick Electrode) |
| Fitur Utama | • Cocok untuk pengelasan sambungan tumpul pada pipa. • Sangat nyaman untuk pengelasan vertikal turun. |
| Klasifikasi | AWS A 5.1 E6010 |
| Kondisi Pengeringan Ulang | – |
| Warna Identifikasi | Ujung pertama hijau kekuningan |
| Polaritas | DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G (turun), 4G |
| Ukuran Kawat Las | 3.2 mm, 4.0 mm |
Butuh E6010 untuk pipa dan perbaikan? Kawat las KOBE 6010 tersedia, hubungi kami.
Datasheet KOBE-6010
AWS A5.5 E7010-P1
| Parameter | Detail |
|---|---|
| Proses | SMAW Stick Electrode |
| Klasifikasi AWS | AWS A5.5 E7010 P1 |
| Fitur Utama | Cocok untuk butt welding pipa. Sangat baik untuk vertical downward welding |
| Warna Identifikasi | Warna pertama cokelat. Warna kedua hitam |
| Polaritas | DCEP |
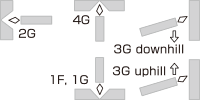
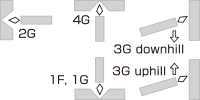
| Posisi Pengelasan | 1F, 1G, 2G, 3G uphill, 3G downhill, 4G |
| Ukuran Kawat Las Tersedia | 3.2 mm, 4.0 mm |
Siap order kawat las KOBE 7010S untuk proyek pipa? hubungi kami.
Datasheet KOBE-7010S
AWS A5.15 ENi-CI
| Parameter | Detail |
|---|---|
| Proses | SMAW Stick Electrode |
| Klasifikasi AWS | AWS A5.15 ENi-CI |
| Fitur Utama | Elektroda berbasis nikel untuk besi cor yang memberikan ikatan kuat, hasil las bebas retak, serta mudah dimachining. Direkomendasikan untuk perbaikan komponen dari besi cor kelabu, besi cor nodular, dan besi cor malleable. |
| Warna Identifikasi | Pertama gold dan kedua merah |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1G, 2G, 3G, 4G, 1F, 2F, 3F |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 70–100 °C |
Ajukan pemesanan kawat las Kobe CI-A1 sekarang, tim kami siap membantu.
Datasheet KOBE CI-A1
AWS A5.15 ENiFe-CI
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi AWS | AWS A5.15 ENiFe-CI |
| Fitur Utama | Elektroda nikel-besi untuk pengelasan besi cor kelabu maupun nodular, memberikan sambungan kuat dengan risiko retak rendah dan mudah dimachining. Cocok untuk perbaikan blok mesin, housing, dan komponen besi cor industri. |
| Warna Identifikasi | Pertama gold dan kedua merah muda |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1G, 2G, 3G, 4G, 1F, 2F, 3F |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 70–100 °C |
Butuh kawat las Kobe CI-A2 hari ini? Hubungi kami untuk pemesanan.
Datasheet KOBE CI-A2
JIS Z3251 DF2A-400-B
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | JIS Z3251 DF2A-400-B |
| Fitur Utama | Elektroda hardfacing berbasis Fe-Cr yang menghasilkan lapisan las keras dengan ketahanan aus tinggi terhadap gesekan logam-tanah. Menawarkan kombinasi kekerasan dan ketangguhan yang baik untuk aplikasi dengan impak sedang. |
| Warna Identifikasi | Pertama orange dan kedua green |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 3G Uphil, 4G |
| Ukuran Kawat Las Tersedia | 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 300–350 °C selama 30–60 menit sebelum digunakan |
| Kekerasan Nominal | Sekitar Hv 350 (setelah pendinginan udara) |
| Penggunaan Khas | Digunakan untuk lapisan keras pada rol atas, sproket, dan komponen buldoser yang mengalami gesekan sedang hingga berat |
Pesan kawat las Kobe HF-350 untuk hardfacing Anda, hubungi kami.
Datasheet KOBE HF-350
JIS Z3251 DF2B-500-B
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | JIS Z3251 DF2B-500-B |
| Fitur Utama | Elektroda hardfacing berbasis Fe–Cr dengan kekerasan nominal sekitar Hv 500 untuk ketahanan aus tinggi pada gesek tanah–batuan. Lapisan martensitik tahan abrasi, cocok untuk beban impak ringan hingga sedang. Disarankan memakai lapisan penyangga bila substrat rawan retak. |
| Warna Identifikasi | Pertama oranye dan kedua biru putih |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1G (datar), 1F (fillet datar) |
| Ukuran Kawat Las Tersedia | 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 300–350 °C selama 30–60 menit sebelum digunakan |
| Kekerasan Nominal | Hv 500 |
| Penggunaan Khas | Ujung bucket dan bibir bucket, sproket dan rol traksi, track link, dozer blade, permukaan gesek alat gali dan alat berat lain yang membutuhkan lapisan keras tahan abrasi dengan impak terbatas. |
Minta harga dan stok kawat las Kobe HF-500 sekarang, hubungi kami.
Datasheet KOBE HF-500
JIS Z3251 DF2B-600-B
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | JIS Z3251 DF2B-600-B |
| Fitur Utama | Elektroda hardfacing berbasis besi krom dengan kekerasan sangat tinggi sekitar Hv 600. Membentuk lapisan martensitik karbida yang sangat tahan abrasi, tidak dapat dimachining, dan direkomendasikan untuk beban impak rendah. |
| Warna Identifikasi | Pertama merah dan kedua merah |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1G datar, 1F fillet datar |
| Ukuran Kawat Las Tersedia | 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 300–350 °C selama 30–60 menit sebelum digunakan |
| Kekerasan Nominal | Hv 600 |
| Penggunaan Khas | Bibir bucket dan sisi aus bucket, cutting edge dozer, ripper tip, chute liner, screw conveyor flight, mixer blade, serta permukaan yang dominan abrasi dengan impak terbatas. |
Butuh kawat las Kobe HF-600 hari ini? hubungi kami untuk pemesanan.
Datasheet KOBE HF-600
AWS A5.4 E316-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E316-16 |
| Fitur Utama | Elektroda stainless steel untuk baja tipe 316 dengan ketahanan korosi tinggi terhadap asam, air laut, dan bahan kimia industri. Memberikan hasil las halus dan mudah dikontrol di semua posisi. |
| Warna Identifikasi | Pertama putih |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1G, 2G, 3G uphill, 4G, 1F, 2F |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Ajukan pemesanan kawat las Kobe NC-36 sekarang, tim kami siap bantu.
Datasheet KOBE NC-36
AWS A5.4 E316L-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E316L-16 |
| Fitur Utama | Elektroda stainless steel untuk baja tipe 316L dengan kadar karbon rendah. Memberikan ketahanan korosi intergranular yang sangat baik pada lingkungan kimia, laut, dan suhu tinggi. Hasil manik halus serta mudah dioperasikan di berbagai posisi. |
| Warna Identifikasi | Pertama hijau |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G uphill, 4G |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Butuh kawat las Kobe NC-36L untuk stainless tahan korosi? hubungi kami.
Datasheet KOBE NC-36L
AWS A5.4 E308-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E308-16 |
| Fitur Utama | Elektroda stainless steel untuk baja tipe 304. Memberikan ketahanan korosi tinggi, stabilitas busur yang baik, serta hasil manik halus dengan slag mudah dilepas. Cocok untuk fabrikasi dan perawatan tangki, pipa, dan peralatan kimia. |
| Warna Identifikasi | Pertama kuning |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G uphill, 4G |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Tanya harga dan ketersediaan kawat las Kobe NC-38 hari ini, hubungi kami.
Datasheet KOBE NC-38
AWS A5.4 E308L-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E308L-16 |
| Fitur Utama | Elektroda stainless steel untuk baja tipe 304L dengan kadar karbon rendah yang meminimalkan risiko korosi intergranular setelah pengelasan. Memberikan hasil manik halus, slag mudah dilepas, serta performa stabil di semua posisi. |
| Warna Identifikasi | Pertama merah |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G uphill, 4G |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Ajukan pemesanan kawat las Kobe NC-38L sekarang, tim kami respons cepat.
Datasheet KOBE NC-38L
AWS A5.4 E309-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E309-16 |
| Fitur Utama | Elektroda stainless steel untuk pengelasan logam tak sejenis (dissimilar metal joint) seperti baja karbon ke stainless steel. Juga ideal untuk lapisan penyangga (buttering layer) pada baja feritik sebelum dilapisi elektroda stainless lain. Memberikan hasil las halus dengan ketahanan retak tinggi. |
| Warna Identifikasi | Pertama hitam dan kedua putih |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G uphill, 4G |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Ajukan pemesanan kawat las Kobe NC-39 sekarang, hubungi tim kami.
Datasheet KOBE NC-39
AWS A5.4 E309L-16
| Parameter | Detail |
|---|---|
| Proses Pengelasan | SMAW Stick Electrode |
| Klasifikasi | AWS A5.4 E309L-16 |
| Fitur Utama | Elektroda stainless steel dengan kadar karbon rendah untuk sambungan logam tak sejenis (dissimilar metal joint) seperti baja karbon ke stainless steel. Cocok untuk lapisan penyangga pada baja feritik. Memberikan ketahanan korosi dan retak yang sangat baik dengan hasil manik halus dan slag mudah dilepas. |
| Warna Identifikasi | Pertama hijau kekuningan dan kedua biru putih |
| Polaritas | AC, DCEP |
| Posisi Pengelasan | 1F, 1G, 2F, 2G, 3G uphill, 4G |
| Ukuran Kawat Las Tersedia | 2.6 mm, 3.2 mm, 4.0 mm |
| Kondisi Pengeringan Ulang | 150–200 °C selama 0.5–1 jam sebelum digunakan |
Ajukan pemesanan kawat las Kobe NC-39L sekarang, hubungi tim kami.
Datasheet KOBE NC-39L
Kawat Las KOBE KOBELCO adalah consumable berteknologi presisi yang memberi arc sangat stabil, slag mudah terlepas, dan bead rapi; hasilnya sambungan kuat dan konsisten, rework turun, produktivitas melesat, biaya terkendali, kualitas produksi naik kelas industri.
Pilih RB-26 (E6013) saat butuh start mudah dan finishing bersih pada pelat tipis–sedang, gunakan LB-52 (E7016) untuk kekuatan struktural dan kontrol hidrogen rendah yang meningkatkan ketangguhan, dan andalkan KOBE-7010S (E7010) untuk pipa/vertical-down dengan penetrasi dalam yang mempercepat progres tanpa kompromi kualitas.
Samakan diameter dengan ketebalan dan posisi, lalu mulai pada rentang arus rekomendasi pabrikan dan naikkan bertahap sambil memantau bentuk bead, percikan, dan penembusan—pendekatan ini mengunci kontrol panas, menstabilkan kolam las, dan mengamankan konsistensi hasil di lapangan.
Gunakan 308/308L untuk 304/304L, 316L untuk lingkungan lebih korosif, dan 309/309L untuk dissimilar atau sebagai buffer terhadap dilusi—kombinasi ini meningkatkan ketahanan korosi, menjaga kekuatan sambungan, dan memastikan integritas jangka panjang sesuai WPS dan kebutuhan layanan.
Mulai dari material (baja karbon, low-alloy, stainless, besi cor), tentukan posisi & ketebalan kerja, cek sumber daya (AC/DC, polaritas), dan sesuaikan dengan lingkungan layanan (korosi, temperatur, kelelahan); pilih tipe elektroda yang relevan (E6013 untuk serbaguna/finishing bersih, E7016 untuk ketangguhan/low-hydrogen, 308L/316L/309L untuk stainless & dissimilar), padankan diameter dengan tebal pelat, mulai di rentang ampere rekomendasi pabrikan, lakukan uji pendek dan naikkan arus bertahap sambil memantau bead, spatter, dan penetrasi; ikuti WPS/PQR, pertimbangkan preheat/PWHT bila perlu, jaga penyimpanan kering, dan konsultasikan kebutuhan spesifik Anda agar hasil las stabil, kuat, dan tahan lama.
ISO 9001:2015
ISO 14001:2015
© 2026, PT. Intan Pertiwi Industri | Semua Hak Cipta Dilindungi.