Precise Stainless Steel Welding Electrode to Resist Corrosion
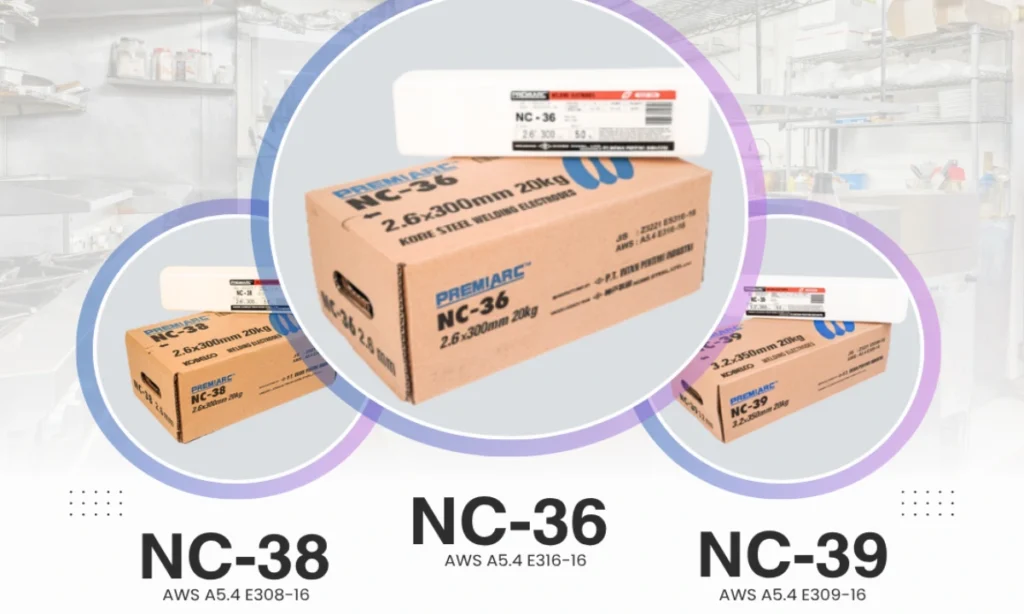
Kawat las stainless steel menjadi penentu ketika ketahanan korosi dan kebersihan proses benar benar dibutuhkan. Dalam pekerjaan fabrikasi dan perawatan industri, keberhasilan bukan hanya soal mutu plat atau pipa. Hasil akhir juga dipengaruhi oleh cara memilih kawat las stainless, desain kampuh, pengendalian panas, serta pembersihan setelah pengelasan. Artikel ini menyajikan pemahaman menyeluruh dari dasar material hingga rekomendasi kawat las untuk stainless steel yang lazim dipakai di bengkel maupun proyek. Tujuan utama panduan ini adalah membantu Anda memilih kawat yang tepat, memahami perilaku paduan stainless, serta menerapkan praktik pembersihan pasca las yang benar Setiap bagian disusun dengan bahasa praktis agar dapat langsung diterapkan pada pekerjaan harian Lihat semua produk kawat las stainless steel. Apa Itu Stainless Steel? Stainless steel adalah paduan besi dengan kandungan minimum kromium sekitar 10,5%. Kromium membentuk lapisan pasif yang melindungi permukaan dari serangan korosi. Paduan ini dapat ditingkatkan kemampuannya melalui penambahan nikel, molibdenum, mangan, silikon, niobium, dan unsur lain sesuai kebutuhan aplikasi. Lapisan pasif yang terbentuk bersifat tipis namun sangat stabil dan dapat memperbarui diri ketika tergores Variasi komposisi menghasilkan keluarga stainless dengan sifat mekanik dan ketahanan kimia yang berbeda Jenis Jenis Stainless Steel Pembagian utama stainless didasarkan pada struktur mikro pada suhu kamar. Setiap keluarga memiliki ciri korosi, sifat mekanik, dan perilaku pengelasan yang khas. Stainless Steel Austenitik Jenis austenitik mengandung kromium tinggi dan nikel yang cukup untuk menstabilkan fase austenit. Material ini non magnetik pada kondisi larutan padat dan menawarkan ketahanan korosi yang sangat baik. Mudah dibentuk dan dilas Memiliki ketangguhan yang baik pada suhu rendah Rentan terhadap retak panas bila kontrol ferrite number terlalu rendah Stainless Steel Ferritik Jenis ferritik memiliki kromium tanpa atau dengan nikel yang sangat rendah. Struktur mikro didominasi ferrit sehingga bersifat magnetik dan memiliki koefisien muai yang lebih rendah dibanding austenitik. Ketahanan terhadap korosi cukup baik pada lingkungan ringan Kecenderungan retak akibat hidrogen lebih rendah dibanding beberapa austenitik Ketangguhan pada suhu rendah tidak setinggi austenitik Stainless Steel Martensitik Jenis martensitik mengandung kromium dan karbon yang lebih tinggi. Material ini dapat dikeraskan melalui perlakuan panas untuk mencapai kekuatan mekanik yang tinggi. Cocok untuk aplikasi pisau dan komponen yang memerlukan kekerasan Ketahanan korosi lebih rendah dibanding austenitik dan ferritik Membutuhkan pengendalian pra panas dan pasca panas pada pengelasan tertentu Stainless Steel Duplex Jenis duplex memadukan fase austenit dan ferrit dalam proporsi seimbang. Kombinasi ini memberikan kekuatan yang lebih tinggi dan ketahanan korosi yang baik terutama pada lingkungan kaya klorida. Tahan terhadap korosi celah dan korosi sumuran Membutuhkan kontrol interpass agar tidak terjadi embrittlement Memiliki rentang aplikasi luas untuk minyak dan gas serta proses kimia Keunggulan Material Stainless Steel Kelebihan stainless steel terletak pada kombinasi ketahanan korosi, kemudahan pembersihan, dan stabilitas pada rentang suhu yang luas. Lapisan pasif kromium yang terbentuk secara alami membuat perawatan menjadi sederhana dan ekonomis dalam jangka panjang. Ketahanan terhadap air, uap, dan banyak bahan kimia Permukaan mudah dibersihkan sehingga sesuai untuk industri makanan dan farmasi Stabil pada suhu tinggi tertentu dengan penurunan kekuatan yang terkendali Apa Itu Kawat Las Stainless Steel? Kawat las stainless steel adalah bahan pengisi yang diformulasikan agar komposisi logam las sesuai dengan perilaku dan ketahanan korosi yang diharapkan. Pemilihan kawat mengikuti material dasar, lingkungan operasi, serta proses pengelasan yang digunakan seperti GTAW, GMAW, dan SMAW. Varian berkadar karbon rendah bertujuan menekan sensitisasi pada zona pengaruh panas Pilihan kawat untuk sambungan berbeda material tersedia agar transisi sifat berlangsung aman Aplikasi Kawat Las Stainless Steel Kawat las stainless dipakai di banyak sektor karena menuntut kebersihan, daya tahan, dan kestabilan proses. Penerapannya mencakup proyek baru, modifikasi, serta pekerjaan perbaikan. Perpipaan proses makanan dan minuman, perangkat CIP, bejana tekan Peralatan industri kimia dan petrokimia, fasilitas utilitas, dan penanganan media berkhlorida Perawatan pabrik sawit, fasilitas energi, serta peralatan rumah tangga berbahan stainless Faktor yang Perlu Dipertimbangkan dalam Memilih Kawat Las Stainless Steel Keberhasilan sambungan bergantung pada kecocokan kawat dengan lingkungan kerja dan teknik pengelasan. Beberapa faktor berikut perlu dipertimbangkan sebelum menetapkan spesifikasi. Kesesuaian komposisi dengan material dasar termasuk kebutuhan kadar karbon rendah Lingkungan operasi seperti keberadaan klorida, suhu kerja, dan media proses Proses pengelasan yang dipakai beserta campuran gas pelindung untuk menjaga kebersihan manik Ketersediaan diameter kawat dan parameter awal yang mendukung posisi las serta ketebalan Jenis Kawat Las Stainless Steel Bagian ini merangkum seri kawat yang umum diposisikan untuk kebutuhan stainless austenitik. Huruf L pada nama produk biasanya merujuk pada kandungan karbon yang lebih rendah untuk membantu pengendalian sensitisasi. 1. Kawat Las Stainlesss Steel NC 36 NC 36 umumnya diposisikan untuk aplikasi pada baja tahan karat seri 304 dan variannya. Formulasi ini menekankan keseimbangan antara ketahanan korosi dan kemudahan proses pada posisi las yang beragam. Cocok untuk pipa, bejana tipis, dan sambungan yang menuntut kebersihan tinggi Direkomendasikan untuk penggunaan dengan gas pelindung yang menjaga permukaan tetap bersih Cek produk Kawat Las Stainlesss Steel NC 36 2. Kawat Las Stainlesss Steel NC 36L NC 36L dirancang dengan kandungan karbon rendah. Tujuan utamanya adalah menekan pembentukan karbida krom pada zona pengaruh panas sehingga ketahanan antar butir lebih terjaga. Pilihan tepat untuk sambungan yang akan mengalami siklus panas berulang Sesuai untuk proses yang memerlukan pembersihan minimal setelah pengelasan Cek produk Kawat Las Stainlesss Steel NC 36L 3. Kawat Las Stainlesss Steel NC 38 NC 38 dipakai ketika dibutuhkan sifat transisi antara stainless dan baja yang berbeda komposisi. Formulasi ini membantu menghasilkan sambungan yang toleran terhadap perbedaan koefisien muai dan kandungan unsur paduan. Direkomendasikan pada sambungan tidak sejenis atau area transisi Dapat digunakan sebagai lapisan dasar sebelum pengisian dengan kawat lain yang setara dengan material utama Cek produk Kawat Las Stainlesss Steel NC 38 4. Kawat Las Stainlesss Steel NC 38L NC 38L mempertahankan fungsi transisi dengan tambahan keunggulan kandungan karbon rendah. Pendekatan ini bermanfaat untuk meminimalkan risiko retak panas dan menjaga ketahanan korosi sambungan pada servis jangka panjang. Cocok untuk pipa transisi dan koneksi perawatan pada fasilitas proses Mendukung praktik buttering sebelum penyambungan inti Cek produk Kawat Las Stainlesss Steel NC 38L 5. Kawat Las Stainlesss Steel NC 39 NC 39 dipilih saat lingkungan mengandung klorida atau ketika dibutuhkan ketahanan korosi celah yang lebih baik. Unsur paduan yang relevan meningkatkan
Carbon Steel Welding Electrode and Recommendations RB 26, MS 77 or B 17

Kawat las baja karbon sering dipakai di bengkel dan proyek karena mudah dibentuk serta kuat, namun sifatnya sensitif terhadap panas dan hidrogen. Itulah sebabnya pemilihan kawat, arus, dan teknik menjadi penentu kualitas sambungan. Dengan memahami karakter material, Anda dapat menekan risiko porositas, retak dingin, lack of fusion, dan undercut sejak persiapan kampuh hingga lapis penutup. Panduan ini merangkum cara memilih jenis kawat yang tepat seperti E6013 dan E6019, menetapkan diameter serta rentang arus yang aman, dan menerapkan teknik untuk posisi datar, horizontal, vertikal, dan overhead. Anda juga akan menemukan rekomendasi produk kawat las baja karbon yang relevan untuk fabrikasi sehari hari dan kebutuhan struktur agar hasil rapi, kuat, dan konsisten lulus inspeksi. Apa itu Kawat Las Baja Karbon? Kawat las baja karbon adalah bahan pengisi yang dirancang khusus untuk menyambung dan memperbaiki komponen dari baja karbon melalui proses pengelasan. Tujuannya menghasilkan sambungan yang kuat, ulet, dan konsisten dengan kontrol panas yang sesuai agar risiko porositas serta retak dapat ditekan. Mengapa Pemilihan Kawat Sangat Penting untuk Baja Karbon? Baja karbon memiliki kekuatan baik serta kemudahan pembentukan, tetapi bersifat sensitif terhadap panas dan hidrogen. Kesalahan memilih kawat las dapat menimbulkan porositas, retak dingin, lack of fusion, serta undercut. Pilihan kawat yang tepat membantu mengendalikan masukan panas, kestabilan busur, dan kualitas deposit sehingga hasil sambungan kuat, rapi, dan konsisten. Karakter Material dan Dampaknya pada Pengelasan Kandungan karbon memengaruhi kekerasan dan keuletan material setelah dilas. Kadar karbon yang lebih tinggi meningkatkan risiko retak karena tegangan sisa dan perubahan struktur. Permukaan harus bersih dari karat, oli, dan kelembapan agar gas terperangkap tidak membentuk pori. Persiapan kampuh yang baik serta kontrol kecepatan pengelasan menjaga kolam las tetap stabil. Risiko Umum yang Perlu Diantisipasi Porositas sering muncul akibat permukaan kotor atau panjang busur berlebihan. Retak dingin berhubungan dengan hidrogen terlarut dan pendinginan yang terlalu cepat. Lack of fusion dan undercut muncul karena sudut dan kecepatan gerak yang tidak tepat. Semua risiko ini berkurang bila kawat, arus, dan teknik dipilih sesuai fungsi. Jenis Kawat Las Paling Umum untuk Baja Karbon Pemilihan kawat las untuk baja karbon didasarkan pada kebutuhan aplikasi, posisi, dan sumber daya. Untuk proses SMAW, tiga tipe menonjol bagi baja karbon. 1. E6013 untuk Kemudahan dan Finishing Rapi E6013 dikenal mudah penyalaan serta memiliki slag yang mudah terlepas. Hasil manik cenderung halus sehingga cocok untuk fabrikasi umum, perbaikan ringan, dan pelat tipis hingga sedang. Elektroda ini nyaman dipakai pada arus AC maupun DC sehingga fleksibel di banyak bengkel. 2. E7016 untuk Struktur dengan Kebutuhan Hidrogen Rendah E7016 digunakan saat dibutuhkan kekuatan lebih tinggi serta kontrol ketat terhadap hidrogen. Lapisan flux yang sesuai membantu mengurangi risiko retak. Elektroda ini cocok untuk struktur dan sambungan yang memikul beban dinamis. Bila tersedia, pengeringan elektroda sesuai rekomendasi pabrikan menjaga kualitas pelapisan flux. 3. E7018 untuk Kekuatan Tinggi dan Kontrol Retak E7018 memberikan kekuatan tarik tinggi dan ketangguhan yang baik. Banyak digunakan pada konstruksi dan fabrikasi berat. Penggunaan yang benar memerlukan kontrol kelembapan elektroda, penyimpanan di oven, serta pengaturan arus yang stabil agar manik padat dan bebas cacat. Memilih Diameter dan Arus yang Tepat Mulai dari kebutuhan ketebalan material. Untuk pelat tiga hingga enam milimeter, diameter dua koma enam atau tiga koma dua milimeter umumnya memadai. Untuk pelat di atas enam milimeter, diameter tiga koma dua hingga empat milimeter sering dipilih. Mulailah pada arus tengah sesuai rekomendasi kawat, lalu koreksi berdasarkan penampilan kolam, suara busur, serta tinggi manik. Sumber daya AC atau DC memengaruhi stabilitas busur. Polaritas DCEP sering memberikan penetrasi lebih baik pada banyak aplikasi SMAW. Prinsip Praktis Pengaturan Arus Arus terlalu rendah menimbulkan peleburan kurang. Arus terlalu tinggi memperbesar spatter dan risiko undercut. Pantau bentuk manik dan lebar jalur. Jaga panjang busur tetap pendek agar perlindungan dari gas dan slag bekerja optimal. Pada posisi vertikal, gunakan teknik stringer dengan jeda sesaat di tepi jalur untuk menahan kolam. Rekomendasi Kawat Las Baja Karbon Tiga pilihan ini tersedia untuk kebutuhan kawat las baja karbon. Pilih sesuai fungsi dan kebiasaan kerja tim. 1. Kawat Las RB-26 E6013 RB-26 menawarkan busur lembut, slag yang mudah terkelupas, serta tampilan manik yang rapi. Cocok untuk pelat tipis hingga sedang, pekerjaan bengkel umum, dan perbaikan komponen yang memerlukan finishing bersih. Dapat digunakan pada AC maupun DC sehingga praktis di berbagai mesin las. Ukuran kawat las RB 26 tersedia 2.0 mm, 2.6 mm, 3.2 mm, 4.0 mm, 5.0 mm. Lihat Produk : Kawat Las RB-26 2. Kawat Las MS-77 E6013 MS-77 mengutamakan kemudahan penyalaan serta kontrol perjalanan manik. Hasilnya halus dengan pembersihan slag yang ringan. Pilihan ini sesuai untuk pekerjaan rutin, pembuatan bracket, serta panel ringan. Stabil pada arus moderat dan nyaman untuk operator yang menginginkan rasa busur yang konsisten. Ukuran kawat las MS 77 tersedia 2.6 mm, 3.2 mm, 4.0 mm. Lihat Produk : Kawat Las MS-77 3. Kawat Las B-17 E6019 B-17 dirancang untuk penetrasi yang lebih dalam serta performa pada posisi yang beragam. Produk ini cocok untuk rangka dan struktur dengan ketebalan lebih tinggi. Gunakan teknik gerak terkontrol agar kolam tetap stabil. Hasil yang padat membantu mengurangi pekerjaan ulang. Ukuran kawat las B 17 tersedia 2.6 mm, 3.2 mm, 4.0 mm. Lihat Produk : Kawat Las B-17 Posisi Las pada Baja Karbon Posisi memengaruhi pilihan arus dan teknik. Setiap posisi membutuhkan kontrol kolam dan sudut elektroda yang konsisten. 1. Flat dan Horizontal untuk Produktivitas Pada posisi datar dan horizontal, laju pengisian dapat ditingkatkan karena gravitasi membantu menahan kolam. Sudut dorong yang stabil meminimalkan undercut. Teknik weving ringan dapat dipakai untuk menutup kampuh yang lebih lebar. 2. Vertical Up untuk Struktur Tebal Pada posisi vertikal ke atas, kolam cenderung turun. Gunakan gerak pendek dan terkontrol. Jeda sejenak di tepi kampuh memastikan fusi yang baik. Arus sedikit diturunkan dari setelan datar agar kolam tidak terlalu cair. 3. Overhead untuk Area Sulit Pada posisi overhead, kolam harus sangat terkendali. Pendekkan arc serta jaga kecepatan konstan. Posisi tubuh dan pegangan stang las yang stabil membantu menjaga jalur tetap rapi dan bebas tetes berlebih. WPS, Klasifikasi AWS, dan Kepatuhan Dokumen WPS memastikan proses yang berulang dan terkendali. Kode elektroda pada standar AWS memberi panduan mengenai kekuatan tarik, posisi,
Meaning of Electrode Code E7016: Characteristics and Tips for Use
Sebelum membahas arti kode elektroda E7016 secara detail, pahami dulu dasar pemilihan elektroda dan kawat las agar sesuai material, ketebalan, posisi, serta standar proyek. Gunakan referensi pemilihan kawat las sebagai acuan awal, lalu kita uraikan makna angka dan huruf pada E7016 serta aplikasinya di pekerjaan lapangan. Arti kode elektroda E7016 menjadi hal penting yang perlu dipahami oleh setiap welder, teknisi, maupun siswa teknik pengelasan. Kode ini bukan sekadar angka dan huruf di batang kawat las, melainkan petunjuk lengkap tentang kekuatan, posisi pengelasan, serta jenis lapisan flux yang digunakan. Dengan memahami arti dari setiap angka dan huruf pada elektroda E7016, seorang welder dapat menentukan parameter pengelasan yang tepat dan menghasilkan sambungan yang kuat, bersih, serta tahan retak. Ringkasan Cepat : Apa arti kode elektroda E7016? Kode ini menunjukkan jenis elektroda las dengan karakteristik tertentu. “E” menandakan elektroda untuk SMAW, “70” menunjukkan kekuatan tarik 70.000 psi, “1” berarti dapat digunakan di semua posisi las, dan “6” menandakan jenis flux low hydrogen yang cocok untuk arus AC maupun DC. Artikel ini membahas arti lengkap dari setiap kode, karakteristik, perbandingan dengan jenis lain, hingga tips penggunaannya agar hasil las optimal. Apa Itu Elektroda Las E7016? Elektroda E7016 adalah jenis kawat las SMAW berlapis basic flux atau low hydrogen yang digunakan dalam proses Shielded Metal Arc Welding (SMAW). Elektroda ini dirancang untuk menghasilkan hasil las yang kuat, bersih, dan tahan terhadap retak. Dalam praktiknya, E7016 banyak digunakan untuk pengelasan baja karbon menengah hingga tinggi, seperti pada struktur bangunan, jembatan, pipa tekanan tinggi, dan komponen industri berat. Kelebihannya dibandingkan elektroda umum seperti E6013 adalah hasil las yang lebih padat, kekuatan mekanis tinggi, dan ketahanan terhadap retak akibat hidrogen. Arti Setiap Kode pada Elektroda E7016 Agar lebih memahami fungsinya, berikut penjelasan setiap bagian dari kode E7016: Huruf E – Menandakan Elektroda untuk SMAW Huruf “E” adalah singkatan dari Electrode, yang berarti kawat las ini digunakan untuk proses SMAW atau las busur listrik dengan elektroda terbungkus flux. Flux pada lapisan elektroda berfungsi melindungi logam cair dari kontaminasi udara dan membentuk lapisan terak setelah pengelasan. Angka 70 – Kekuatan Tarik Logam Las Angka “70” menunjukkan bahwa logam hasil las memiliki kekuatan tarik sebesar 70.000 psi (480 MPa). Artinya, sambungan las mampu menahan beban tarik hingga 70.000 pon per inci persegi sebelum mengalami putus. Inilah alasan E7016 sering digunakan untuk pekerjaan struktur berat yang memerlukan sambungan kuat dan tahan lama. Angka 1 – Posisi Pengelasan Angka “1” berarti elektroda dapat digunakan di semua posisi las, baik flat, horizontal, vertical, maupun overhead. Fleksibilitas ini menjadikannya pilihan favorit di lapangan karena tidak perlu mengganti jenis elektroda untuk posisi berbeda. Angka 6 – Jenis Flux dan Arus Listrik Angka “6” menandakan bahwa E7016 memiliki lapisan flux low hydrogen dan dapat digunakan pada arus AC maupun DC polaritas positif (DC+). Lapisan basic flux ini membantu mengurangi risiko porositas dan retak, serta menghasilkan manik las yang halus dengan slag mudah terkelupas. Dalam pengelasan struktur baja, tipe ini sangat dihargai karena stabilitas arc dan hasil akhir yang solid. Karakteristik dan Kelebihan Elektroda E7016 Elektroda E7016 memiliki beberapa karakteristik unggulan yang membuatnya populer di kalangan welder profesional dan industri berat, di antaranya: Menghasilkan logam las berkualitas tinggi dengan ketahanan retak yang baik Slag mudah dibersihkan dan permukaan las tampak halus Memberikan arc stabil serta lelehan logam yang tenang Cocok untuk baja karbon menengah hingga tinggi Dapat digunakan untuk pengelasan tekanan tinggi atau struktur penting Menghasilkan percikan (spatter) yang sedikit Dalam praktik di bengkel, elektroda ini sering dipilih karena hasilnya konsisten bahkan pada sambungan kritis seperti rangka jembatan atau pressure vessel. Perbandingan E7016 vs E7018 vs E6013 Untuk membantu memilih elektroda yang tepat, berikut perbandingan antara tiga tipe populer: Jenis Elektroda Jenis Lapisan Flux Kekuatan Tarik Posisi Las Karakteristik Utama Aplikasi Umum E7016 Basic (Low Hydrogen) 70.000 psi Semua posisi Stabil, hasil halus, tahan retak Struktur baja, pressure vessel E7018 Basic (Low Hydrogen dengan Fe Powder) 70.000 psi Semua posisi Deposit logam tinggi, mudah re-strike Konstruksi berat, tangki, pipa E6013 Rutile (Medium Hydrogen) 60.000 psi Semua posisi Arc lembut, mudah digunakan Fabrikasi umum, plat tipis Dari tabel di atas, dapat disimpulkan bahwa E7016 dan E7018 unggul untuk pekerjaan struktural dengan tuntutan kekuatan tinggi, sedangkan E6013 lebih cocok untuk pengelasan ringan dan pelat tipis. Pelajari juga fungsi kawat las LB dan RB untuk memahami bagaimana penamaan kode pada elektroda KOBELCO membantu menentukan pilihan kawat las sesuai aplikasi. Tips Penggunaan Elektroda E7016 agar Hasil Maksimal Agar hasil las menggunakan E7016 optimal, perhatikan beberapa hal penting berikut: Pastikan elektroda kering sebelum digunakanSimpan elektroda dalam oven pemanas dengan suhu 250 hingga 300 derajat Celsius selama 1 jam untuk menghilangkan kelembapan.Kelembapan dapat menyebabkan porositas atau retak pada hasil las. Gunakan arus sesuai diameter elektrodaMisalnya, untuk diameter 3,2 mm gunakan arus sekitar 90 hingga 130 ampere.Mulai dari arus menengah lalu sesuaikan berdasarkan penampilan manik. Pertahankan jarak arc pendekArc yang terlalu panjang dapat membuat hasil las kasar dan spatter berlebihan.Gunakan ayunan kecil (stringer bead) untuk hasil yang rapi. Gunakan polaritas DC+ untuk penetrasi lebih dalamDC+ memberikan hasil manik yang padat dan kuat, terutama pada pengelasan vertikal dan overhead. Jaga kebersihan permukaan logamBersihkan dari karat, cat, dan minyak agar hasil las lebih bersih dan fusi sempurna. Dengan mengikuti langkah-langkah di atas, hasil pengelasan menggunakan elektroda E7016 akan lebih halus, kuat, dan minim cacat. Kesimpulan Arti kode elektroda E7016 mencerminkan informasi penting tentang kekuatan, posisi, dan jenis flux. Huruf E menandakan elektroda untuk SMAW, angka 70 menunjukkan kekuatan tarik 70.000 psi, angka 1 berarti bisa digunakan di semua posisi, dan angka 6 menandakan flux low hydrogen yang dapat digunakan dengan arus AC atau DC. Memahami arti kode ini membantu welder memilih elektroda dengan tepat untuk menghasilkan sambungan las yang kuat dan berkualitas tinggi. Butuh hasil las rapi dan kuat untuk struktur Anda? Pilih kawat las LB 52 dan kawat las LB 52U. Elektroda low hydrogen yang stabil, slag mudah terkelupas, dan cocok untuk semua posisi. Tersedia diameter 2.6 mm, 3.2 mm, dan 4.0 mm agar parameter pas dengan ketebalan material. FAQ Seputar Elektroda E7016 Apa beda E7016 dan E7018?E7018 memiliki tambahan serbuk besi (iron powder) di
SMAW Welding Electrode: SMAW Definition, Types, Current, and Welding Positions
Kawat las SMAW (stick/electrode) adalah salah satu jenis kawat las yang paling umum digunakan di bengkel maupun proyek lapangan karena fleksibel untuk berbagai posisi pengelasan. Sebelum menentukan elektroda yang tepat, pahami dulu material, ketebalan, posisi kerja, serta standar proyek yang digunakan. Gunakan panduan jenis & ukuran kawat las sebagai acuan awal, lalu kita bahas definisi, jenis elektroda, rekomendasi arus, dan aplikasi SMAW yang paling sering dipakai. Kawat las SMAW adalah kawat las elektroda yang dipakai pada proses Shielded Metal Arc Welding untuk menyambung baja secara praktis di bengkel maupun lapangan. Artikel ini merangkum apa itu SMAW, jenis elektroda, arus dan diameter, posisi, parameter, serta troubleshooting yang paling sering ditemui. Apa Itu Kawat Las SMAW? Definisi & Prinsip Kerja SMAW adalah proses pengelasan busur listrik dengan elektroda berlapis flux. Saat busur menyala, flux terurai menghasilkan gas pelindung yang menutup kolam las. Sisa flux membentuk slag yang menutupi logam las hingga dingin. Gas pelindung dan slag inilah yang mencegah kontaminasi dari udara sekitar. Kelebihan vs Keterbatasan Kelebihan Peralatan sederhana, mudah dibawa untuk pekerjaan lapangan dan perbaikan. Elektroda banyak pilihan dan mudah didapat. Toleran terhadap permukaan yang tidak sempurna jika disiapkan wajar. Keterbatasan Kecepatan deposit lebih rendah dibanding MIG atau FCAW. Membutuhkan pengupasan slag di setiap lintasan. Spatter bisa lebih banyak jika parameter tidak tepat. Kawat Las Elektroda Dalam konteks SMAW, istilah yang paling tepat adalah elektroda las (stick electrode), bukan kawat gulungan seperti MIG/FCAW. Namun di lapangan Indonesia, banyak orang tetap menyebutnya “kawat las” karena fungsinya sama-sama sebagai bahan pengisi (filler) saat mengelas. Singkatnya: SMAW = elektroda batang (stick) berlapis flux MIG/FCAW = kawat gulungan (wire spool) TIG = filler rod (batang polos) terpisah dari tungsten Tujuan meluruskan istilah ini bukan soal “benar-salah”, tapi supaya pembaca tidak salah beli produk atau salah set mesin. Jenis Elektroda Las SMAW Kode Lapisan Posisi Kekuatan tarik MPa Aplikasi umum E6010 Selulosa Semua posisi ± 430 sampai 480 Root pipa, sambungan lapangan, penetrasi dalam E6011 Selulosa Semua posisi ± 430 sampai 480 Alternatif E6010 pada power AC E6012 Rutile Flat dan horizontal ± 430 sampai 480 Pelat tipis, pengisian celah sedang E6013 Rutile Semua posisi ± 430 sampai 480 All purpose, plat tipis, finishing halus E6014 Rutile high iron powder Flat dan horizontal ± 430 sampai 480 Pengisian lebih cepat di posisi datar E7016 Basic low hydrogen Semua posisi ± 490 sampai 540 Struktur, baja karbon menengah, HAZ sensitif E7018 Basic low hydrogen Semua posisi ± 490 sampai 540 Struktur kritis, ketangguhan dan kekuatan tinggi Catatan singkat Rutile menekankan kemudahan nyala dan tampilan manik rapi. Selulosa unggul untuk penetrasi dan kecepatan pada root. Basic low hydrogen dipilih untuk struktur karena ketahanan retak hidrogen. Gunakan elektroda khusus bila mengelas baja tahan karat, misalnya E308L-16, E309L-16, atau E316L-16; untuk panduan lengkap pilihannya, simak di kawat las stainless steel. Arus & Diameter Kawat Las SMAW Panduan praktis berikut bersifat umum. Selalu cek rekomendasi pabrikan dan lakukan uji coba kecil. Diameter elektroda Ketebalan pelat yang umum Rentang arus A Catatan posisi 2.0 mm 0.8 sampai 2.0 mm 30 sampai 60 Cocok untuk lembaran tipis, gunakan stringer pendek 2.6 mm 2 sampai 4 mm 60 sampai 90 Semua posisi, kontrol panas agar tidak burn through 3.2 mm 3 sampai 8 mm 90 sampai 130 Serbaguna untuk fabrikasi umum 4.0 mm 6 mm ke atas 130 sampai 180 Utamakan posisi datar dan horizontal Tips Setting Aman Jaga panjang arc kira kira sama dengan diameter inti elektroda. Arc terlalu panjang meningkatkan spatter dan porositas. Atur travel speed agar manik penuh tanpa menetes. Sudut elektroda sekitar 10 sampai 15 derajat ke arah gerak untuk fillet, dan tegak untuk root tipis. Posisi Las SMAW & Teknik Gerak Flat dan Horizontal Untuk fillet datar, pakai teknik stringer agar penetrasi stabil. Jika celah lebar, boleh gunakan weave pendek asalkan durasi singgah tidak terlalu lama. Vertical Up vs Vertical Down Vertical up memberikan pengisian dan kontrol kolam lebih baik untuk struktur. Gunakan arus sedikit lebih rendah dan teknik weave segitiga kecil. Vertical down cocok untuk root tipis dan pipa berdinding tipis. Butuh kontrol kecepatan tinggi dan elektroda selulosa seperti KOBE 6010. Overhead Prioritaskan stringer pendek, arus moderat, dan jeda antar lintasan untuk mendinginkan kolam. Hindari weave lebar yang mudah menetes. Troubleshooting SMAW Porositas Penyebab permukaan kotor, kelembapan pada elektroda, arc terlalu panjang, kecepatan terlalu tinggi. Solusi bersihkan material, pendekkan arc, turunkan kecepatan sedikit, dan gunakan elektroda kering terutama untuk E7016 dan E7018. Undercut dan Overlap Penyebab arus terlalu tinggi, sudut salah, atau travel terlalu cepat lambat. Solusi turunkan arus, koreksi sudut 10 sampai 15 derajat, pilih teknik stringer. Slag Inclusion Penyebab slag tidak dibersihkan tuntas atau pola weave menutup slag. Solusi bersihkan menyeluruh, pakai stringer bertahap, dan kontrol urutan lintasan. Pemilihan Kawat Berdasarkan Kasus Plat Tipis 0.8 sampai 3 mm Gunakan E6013 yang mudah nyala dan tidak terlalu panas. Rekomendasi: RB 26 atau MS 77. Struktur dan Beam Pilih low hydrogen untuk menahan retak hidrogen dan memberi ketangguhan. Rekomendasi: LB 26 E7016, LB 52 18 E7018, LB 52U E7016. Pipeline Root dan Hot Pass Root gunakan KOBE 6010 atau KOBE 7010S untuk penetrasi dan kecepatan. Hot pass dan fill cap lanjutkan dengan E7018 seperti LB 52 18. Perawatan & Penyimpanan Elektroda Oven & Canister Elektroda basic seperti E7016 dan E7018 harus kering. Praktik umum di bengkel adalah pengeringan ulang sekitar 300 sampai 350 derajat Celsius selama satu sampai dua jam lalu penyimpanan panas sekitar 100 sampai 150 derajat Celsius. Saat dibawa ke lapangan, gunakan canister hangat supaya kelembapan tidak cepat masuk. Dampak Kelembapan Elektroda lembap melepaskan hidrogen ke kolam las. Dampaknya adalah porositas dan risiko retak hidrogen terutama pada sambungan tebal atau material kekuatan tinggi. Simpan karton tertutup rapi, buka seperlunya, dan tandai waktu buka untuk rotasi yang baik. Contoh Praktis dan Mini Studi Kasus Contoh praktisFabrikasi pagar dengan pelat 3 mm. Pilih RB 26 diameter 2.6 mm dengan arus 70 sampai 80 A. Lakukan stringer pendek di posisi horizontal, bersihkan slag, lalu cap pass tipis untuk tampilan rapi. Contoh praktisPerbaikan saddle pada pipa tipis. Root memakai KOBE 6010 3.2 mm pada 90 A vertical down untuk
The Most Widely Used Types of Welding Electrode for Hard Steel

Jika Anda sedang mencari kawat las untuk kebutuhan umum (jenis, proses, dan cara memilih), Anda bisa membaca panduan lengkapnya di sini. Pada artikel ini, pembahasannya fokus pada jenis kawat las yang tepat untuk aplikasi baja keras agar hasil las lebih kuat dan minim cacat. Baja keras merupakan material yang banyak digunakan pada industri berat, mulai dari konstruksi jembatan, pertambangan, hingga alat berat. Sifat utamanya adalah kekuatan tarik tinggi dan ketahanan aus, namun hal ini juga membuat baja keras sulit dilas dengan kawat las biasa. Sambungan las sering mengalami retak karena tingginya kadar karbon dan sifat getas pada daerah HAZ (Heat Affected Zone). Untuk mengatasi tantangan tersebut, dibutuhkan jenis kawat las khusus baja keras yang mampu menekan potensi retak, memberikan ketangguhan tinggi, sekaligus menambah lapisan tahan aus. Tantangan Mengelas Baja Keras dan Solusinya Menurut data American Welding Society (AWS), baja dengan kadar karbon di atas 0,3% sangat rentan terhadap hydrogen cracking. Hal ini diperburuk jika proses pengelasan tidak menggunakan kawat las dengan kadar hidrogen rendah. Selain itu, pada industri pertambangan dan alat berat, komponen baja keras sering mengalami gesekan dan tekanan berulang. Solusi yang digunakan adalah hardfacing, yaitu proses pelapisan dengan kawat las khusus agar permukaan lebih tahan aus dan memperpanjang umur pakai. Jenis Kawat Las untuk Baja Keras yang Direkomendasikan Elektroda Low Hydrogen (LB-52 Series) Elektroda low hydrogen sangat efektif untuk mengelas baja keras dengan kadar karbon tinggi. Produk seperti KOBELCO LB-52, LB-52U, dan LB-52-18 terbukti mampu menghasilkan sambungan yang tangguh, bebas retak, dan memenuhi standar internasional AWS A5.1 E7016/E7018. Elektroda las ini banyak dipakai pada pipa bertekanan, struktur baja, dan proyek konstruksi yang membutuhkan hasil pengelasan dengan ketangguhan tinggi. Kawat Las Hardfacing (HF Series) Untuk meningkatkan ketahanan aus pada baja keras, kawat las hardfacing adalah pilihan utama. Produk seperti HF-350, HF-500, dan HF-600 digunakan untuk melapisi permukaan bucket excavator, crusher, roller, dan komponen yang sering bergesekan. Kelebihan hardfacing adalah mampu meningkatkan umur pakai komponen hingga 2–3 kali lipat, mengurangi downtime, dan menekan biaya perawatan. Cara Memilih Kawat Las Terbaik untuk Baja Keras Analisis Kadar Karbon dan Kekuatan Baja Setiap baja keras memiliki kadar karbon berbeda. Untuk baja dengan kekuatan tarik tinggi, elektroda low hydrogen adalah pilihan paling aman agar tidak terjadi retak. Menyesuaikan dengan Aplikasi Industri Konstruksi dan jembatan → LB-52 series untuk sambungan struktural. Pertambangan dan alat berat → HF series untuk hardfacing permukaan aus. Perbaikan komponen baja keras → kombinasi low hydrogen + hardfacing. Memastikan Sertifikasi dan Standar Gunakan produk yang sesuai standar AWS, JIS, atau ASME. Misalnya, KOBELCO LB-52 sudah teruji sesuai standar internasional, sehingga kualitas hasil las dapat diandalkan. Rekomendasi Produk KOBELCO untuk Baja Keras Sebagai manufaktur resmi kawat las kobe steel di Indonesia, PT Intan Pertiwi Industri merekomendasikan: LB-52 – elektroda low hydrogen untuk baja keras berkekuatan tarik tinggi. LB-52U – versi unggulan dengan arc lebih stabil di semua posisi. HF-350 – hardfacing untuk ketahanan aus sedang. HF-500 – hardfacing dengan ketahanan aus tinggi. HF-600 – hardfacing premium untuk aplikasi ekstrem. Dengan produk-produk tersebut, kualitas hasil las untuk baja keras akan lebih terjamin, efisien, dan sesuai standar industri internasional. Kesimpulan dan Saran Teknis Mengelas baja keras membutuhkan pemilihan kawat las yang tepat. Untuk sambungan struktural, elektroda low hydrogen seperti LB-52 series adalah pilihan utama. Sedangkan untuk aplikasi tahan aus, hardfacing HF series adalah solusi terbaik. Dengan memilih produk resmi KOBELCO yang diproduksi oleh PT Intan Pertiwi Industri, Anda bisa memastikan hasil las yang kuat, tahan lama, dan minim perawatan. FAQ seputar Jenis Kawat Las untuk Baja Keras 1. Apa saja jenis kawat las yang cocok untuk baja keras?Jenis kawat las yang umum digunakan untuk baja keras adalah elektroda low hydrogen (misalnya KOBELCO LB-52 series) dan kawat las hardfacing (HF series) untuk meningkatkan ketahanan aus. 2. Mengapa elektroda low hydrogen penting untuk baja keras?Elektroda low hydrogen digunakan karena mampu menekan risiko retak hidrogen (hydrogen cracking) pada baja dengan kadar karbon tinggi. Hal ini menjadikan sambungan las lebih tangguh dan aman. 3. Kapan harus menggunakan kawat las hardfacing pada baja keras?Kawat las hardfacing dipakai ketika komponen baja keras mengalami gesekan atau aus, seperti pada bucket excavator, crusher, atau roller. Hardfacing menambah lapisan keras sehingga umur pakai komponen lebih panjang. 4. Bagaimana cara memilih kawat las terbaik untuk baja keras?Pemilihan dilakukan dengan menganalisis kadar karbon, menyesuaikan aplikasi industri, dan memastikan standar sertifikasi seperti AWS, JIS, atau ASME. 5. Apa rekomendasi produk KOBELCO untuk pengelasan baja keras?PT Intan Pertiwi Industri merekomendasikan LB-52 series (elektroda low hydrogen) untuk sambungan struktural dan HF series (HF-350, HF-500, HF-600) untuk kebutuhan hardfacing.
The Function of LB and RB Welding Electrode for Quality Welding Results

Sebelum membahas fungsi kawat las seri LB dan RB, penting untuk memahami dasar pemilihan kawat las berdasarkan material, ketebalan, posisi pengelasan, dan standar proyek. Gunakan panduan jenis & ukuran kawat las sebagai referensi awal, lalu kita masuk ke perbedaan karakter dan aplikasi LB vs RB agar Anda tidak salah pilih di lapangan. Pengelasan merupakan salah satu proses penting dalam industri manufaktur, konstruksi, dan perkapalan. Keberhasilan sebuah sambungan tidak hanya ditentukan oleh keterampilan welder, tetapi juga pemilihan kawat las yang sesuai. Dua jenis kawat las yang paling populer dan banyak digunakan di berbagai sektor adalah kawat las LB (Low Hydrogen-Basic) dan kawat las RB (Rutile-Basic). Memahami fungsi kawat las LB dan RB akan membantu welder, engineer, maupun mahasiswa teknik untuk menentukan pilihan yang tepat dalam setiap pekerjaan. Artikel ini membahas secara detail fungsi, kelebihan, perbedaan, serta aplikasi praktis dari kedua jenis kawat las tersebut agar dapat dijadikan panduan di lapangan. Fungsi Kawat Las LB dan RB Kawat las LB dan RB memiliki fungsi yang berbeda berdasarkan sifat mekanis, jenis lapisan flux, serta kebutuhan aplikasinya. Masing-masing dirancang untuk tujuan spesifik sehingga penggunaannya harus disesuaikan dengan material dan standar pekerjaan. Fungsi Kawat Las RB (Rutile-Basic) Produk populer dari kategori ini adalah kawat las RB 26 yang sudah banyak dipakai di proyek konstruksi umum. Jika Anda masih bingung menentukan diameter yang sesuai, simak panduan cara memilih ukuran kawat las RB-26 untuk hasil pengelasan lebih optimal. Karakteristik dan keunggulan utama kawat las RB: Cocok untuk baja lunak seperti baja ST.41 yang sering digunakan pada konstruksi bangunan. Hasil las halus dengan permukaan rapi serta percikan minimal. Stabil pada berbagai posisi pengelasan, termasuk posisi vertikal maupun di atas kepala. Slag atau terak mudah dilepaskan sehingga mempercepat pekerjaan. Aplikasi umum kawat las RB antara lain: Konstruksi bangunan baja ringan maupun baja menengah. Pembuatan tangki penyimpanan, pipa, hingga mesin pertanian. Fabrikasi kapal dengan ketebalan plat tipis hingga menengah. kawat las RB-26 sering menjadi pilihan ketika proyek membutuhkan efisiensi tinggi dengan hasil yang tetap rapi, meskipun pada material yang tidak terlalu kritis. Fungsi Kawat Las LB (Low Hydrogen-Basic) Kawat las LB adalah elektroda dengan lapisan low hydrogen yang dirancang untuk menghasilkan sambungan dengan kekuatan tinggi serta ketahanan terhadap retak. Produk yang paling dikenal dari kategori ini adalah kawat las LB-52. Karakteristik dan keunggulan utama kawat las LB: Dirancang untuk baja kekuatan tarik tinggi, misalnya baja ST.52 dengan kelas 490 MPa atau lebih. Hasil las memiliki ketahanan luar biasa terhadap beban dinamis maupun statis. Sambungan lebih tahan terhadap retak hidrogen, sehingga sangat andal untuk pekerjaan struktural berat. Sesuai dengan standar AWS A5.1 E7016 atau JIS Z3211 E4916 yang diakui secara internasional. Aplikasi umum kawat las LB antara lain: Konstruksi jembatan baja yang menuntut kualitas sambungan terbaik. Fabrikasi bejana tekan, boiler, dan tangki bertekanan tinggi. Pembangunan kapal besar dengan kebutuhan sambungan tahan lama. Rangka baja pada gedung bertingkat atau struktur industri berat. LB52 sering menjadi pilihan utama ketika proyek membutuhkan kepastian kualitas sambungan yang sesuai standar keselamatan tinggi. Kawat Las LB untuk Apa? Kalau Anda bertanya kawat las LB untuk apa, jawabannya tergantung seri yang dipakai. Keluarga elektroda LB dikenal sebagai low hydrogen yang membantu menjaga sambungan lebih stabil saat kebutuhan utamanya adalah kekuatan dan ketahanan retak, terutama pada pekerjaan struktur dan pipa. LB 26 untuk apa? LB 26 cocok untuk pengelasan baja karbon sedang hingga tinggi saat Anda butuh sambungan kuat untuk pekerjaan seperti konstruksi berat dan pipa bertekanan. Lihat detail produknya di halaman produk LB-26. LB 52 untuk apa? LB 52 adalah low hydrogen dengan karakter iron powder type yang umum dipilih untuk logam tebal dan struktur yang menuntut ketahanan retak lebih baik. Baca spesifikasi lengkap di halaman produk LB-52. LB 52U untuk apa? LB 52U dirancang untuk root pass pipa, dengan penetrasi dalam dan bead akar halus, serta dapat dipakai di berbagai posisi pengelasan. Cek informasinya di halaman produk LB-52U. Perbedaan Kawat Las LB dan RB Walaupun sama-sama termasuk elektroda SMAW (Shielded Metal Arc Welding), kawat las LB dan RB memiliki perbedaan signifikan yang membuat keduanya tidak bisa saling menggantikan pada semua kondisi. 1. Jenis Material dan Kekuatan RB: Lebih sesuai untuk baja lunak seperti ST.41 dengan kebutuhan kekuatan tarik standar. LB: Dirancang untuk baja berkekuatan tinggi seperti ST.52 dengan kebutuhan sambungan yang lebih tahan beban. 2. Lapisan Flux RB: Menggunakan lapisan rutile-basic yang mudah menghasilkan busur stabil serta memudahkan pengelasan. LB: Menggunakan lapisan low hydrogen yang berfungsi menekan kandungan hidrogen, sehingga mengurangi risiko retak. 3. Hasil dan Kualitas Sambungan RB: Menghasilkan lasan yang rapi, halus, dan mudah dikerjakan, cocok untuk pekerjaan umum. LB: Menghasilkan lasan berkekuatan tinggi, tahan retak, dan sesuai standar proyek kritis. 4. Aplikasi Lapangan RB: Konstruksi ringan hingga menengah, fabrikasi umum, perbaikan harian. LB: Proyek infrastruktur berat seperti jembatan, pembangkit listrik, kapal besar, dan bejana tekan. Berikut tabel perbandingan sederhana: Aspek RB (Rutile-Basic) LB (Low Hydrogen-Basic) Material utama Baja lunak (ST.41) Baja kekuatan tinggi (ST.52) Kekuatan tarik Standar Tinggi ≥ 490 MPa Hasil pengelasan Halus, stabil, mudah Tahan retak, kuat, kualitas premium Tingkat kesulitan Mudah digunakan, cocok pemula Perlu keterampilan lebih tinggi Aplikasi umum Bangunan, pipa, mesin pertanian Jembatan, kapal, bejana tekan Perbedaan ini menjelaskan mengapa pemilihan kawat las tidak bisa sembarangan. Menempatkan RB pada pekerjaan yang seharusnya memakai LB bisa berakibat fatal terhadap kekuatan struktur. Butuh referensi produk? Telusuri lini kawat las kobe steel untuk RB dan LB yang sesuai WPS proyekmu. Kesimpulan Fungsi Kawat Las LB dan RB untuk Industri Kawat las LB dan RB memiliki fungsi spesifik yang saling melengkapi. RB seperti KOBELCO RB-26 adalah pilihan terbaik untuk konstruksi umum, fabrikasi ringan, dan pekerjaan harian yang membutuhkan efisiensi dengan hasil rapi. Sementara LB seperti KOBELCO LB-52 adalah solusi untuk proyek menengah hingga berat yang menuntut kekuatan tarik tinggi dan ketahanan maksimal. Ringkasnya: Pilih RB untuk baja lunak, proyek umum, dan kebutuhan yang lebih praktis. Pilih LB untuk baja kuat, struktur berat, dan proyek yang membutuhkan standar keselamatan tinggi. Bagi perusahaan, distributor, maupun welder profesional, memahami perbedaan fungsi kawat las LB dan RB sangat penting untuk menjamin hasil las yang aman dan berkualitas. Apabila Anda membutuhkan rekomendasi teknis lebih lanjut atau ingin berkonsultasi